Titik Reka Bentuk Acuan Suntikan Panel Lutsinar
Acuan suntikan panel telus menggunakan pengacuan suntikan plastik PMMA, PMMA mempunyai ciri-ciri penghantaran cahaya yang tinggi, tetapi kecairan yang lemah, dan proses pengacuan suntikan adalah sukar. Oleh itu, adalah perlu untuk memberi perhatian lebih kepada reka bentuk acuan suntikan panel telus dan proses pengacuan suntikan. Artikel ini terutamanya memperkenalkan titik reka bentuk acuan suntikan panel telus.
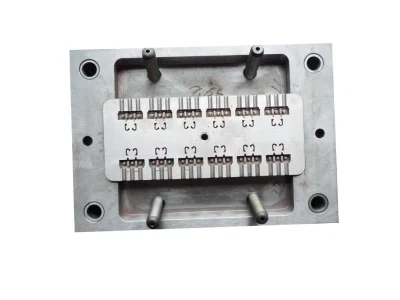
1. Tentukan bilangan rongga acuan mengikut saiz dan ketebalan produk dan isipadu suntikan mesin pengacuan suntikan. Panel lutsinar ialah saluran aliran seimbang. Secara amnya, satu acuan dan dua rongga dibuka. Apabila saiznya kecil, empat rongga boleh dibuka. Jika lebih daripada 4 rongga dibuka, kesukaran operasi mesin pengacuan suntikan akan meningkat, mengakibatkan peningkatan dalam kadar kecacatan.
2. Pemilihan permukaan perpisahan, kerana bentuk panel telus adalah mudah, permukaan perpisahan biasanya dipilih di sepanjang pinggir bahagian plastik untuk meninggalkan acuan alih bahagian plastik. Di samping itu, adalah perlu untuk memeriksa sudut draf pinggir bahagian plastik, sudut draf harus cukup besar, dan sama ada terdapat R kecil pada permukaan perpisahan.
3. Pemilihan kedudukan suapan gam acuan suntikan panel lutsinar adalah sangat penting. Dalam acuan PMMA, saluran aliran acuan harus dibengkokkan ke dalam bentuk S, dan hujung saluran aliran direka dengan bahan sejuk yang panjang dengan baik, jika tidak, mudah untuk menghasilkan saluran udara dan gam cair semasa pengeluaran. jejak. Hujung besar bahagian acuan suntikan memilih pintu gerbang, supaya plastik dapat mengisi rongga dengan mudah, dan garis gam dua lubang tidak jelas.
4. Dalam reka bentuk kedudukan ekzos, secara amnya panel telus tidak dibenarkan mempunyai tanda bidal, jadi perlu membuka saluran aliran tambahan untuk membantu lentingan, dan saluran aliran ini juga memainkan peranan ekzos.
5. Pilihan keluli yang digunakan untuk acuan suntikan panel lutsinar. Secara amnya, output adalah kurang daripada 100,000. NAK80 Jepun boleh digunakan. Jika outputnya besar, S136 atau keluli lain dengan prestasi pengisaran yang baik harus dipilih, dirawat haba kepada HRC48-52, dan selepas selesai Digilap, boleh mendapat hasil yang sangat baik.
6. Reka bentuk lontar acuan panel lutsinar. Secara amnya, plat lutsinar tidak membenarkan penampilan tanda bidal. Lentingan bahagian plastik ialah pin ejektor yang direka pada port suntikan. Bidal dikeluarkan, dan plastik dilepaskan dengan lancar.
7. Reka bentuk sistem penyejukan. Acuan hadapan dan belakang acuan suntikan panel lutsinar direka bentuk dengan sistem penyejukan untuk memastikan parameter proses boleh dilaraskan dengan baik semasa pengacuan suntikan.
8. Saluran utama acuan suntikan panel telus menghadap bahan sejuk dengan baik, dan ia mesti direka bentuk dengan batang tarik berbentuk Z, dan bahan tarik terbalik tidak boleh digunakan.